從生產訂單到出貨碼頭的直接轉運
本文說明如何針對回報完成的直接轉運物料,管理從生產線到出庫運輸碼頭的直接轉運流程。
簡介
從生產到出貨地點的直接轉運與量產製造商有關;在理想情況下,製造商希望在產品回報為完成後,儘速讓成品直接從生產線出貨。 這種作法是為了將產品送往實際位置靠近客戶需求的配送中心,而不是在製造現場建立庫存。
如果對產品沒有立即需求,則必須將其存放到製造現場的倉庫。 這個流程也稱為機會性直接轉運,表示如果有產品出貨需求,就應該利用這個機會,而不是將產品放在內部儲存。
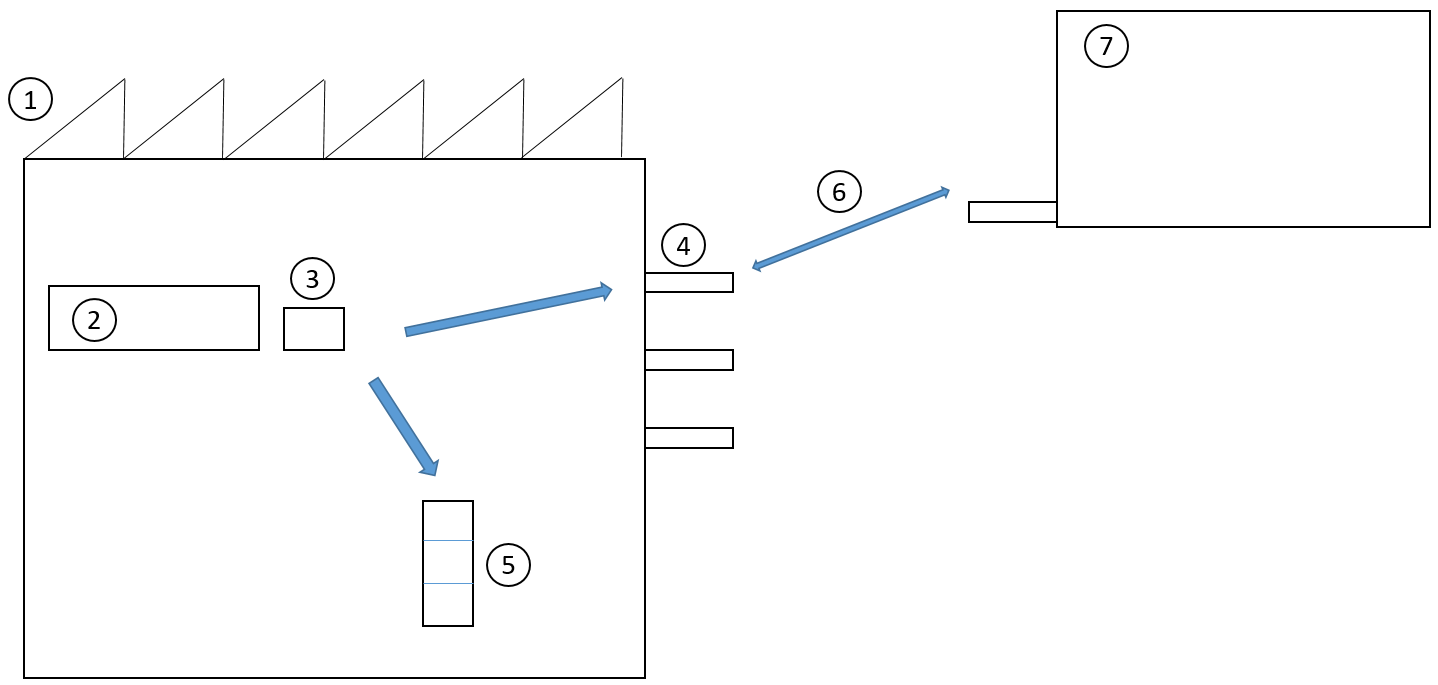
以下範例顯示從生產線末端 (2) 開始的三種不同流程。
產品向生產輸出位置 (3) 回報完成,堆高機司機將在該位置 (3) 拾取棧板。
- 如果有規劃活動 (6) 將產品從製造 (1) 轉運到配送中心 (7),則系統將指示卡車司機將棧板放置在裝卸站門位置 (4)。
- 如果拖車已指派至裝卸站門,則將指示卡車司機將產品直接裝載到拖車上。
- 如果沒有規劃的產品轉運活動,堆高機司機將接受指示把產品存放到內部倉庫 (5) 的位置。
設定直接轉運
您可在工作政策設定直接轉運流程。 工作政策包括工單類型、位置和產品。 以下範例為產品 X 和位置 Y 設定直接轉運。
工單類型
- 工單類型:成品擺放方式
- 工作建立方法:直接轉運
- 直接轉運政策名稱:轉運單
庫存地點
- 倉庫:51
- 位置:Y
產品
- 項目編號:X
目前只能為兩種工單類型設定直接轉運:
- 成品入庫
- 副產品和副產品入庫
您可在直接轉運政策定義適用於直接轉運的文件類型。 目前唯一支援的文件類型是轉運單。 以下範例顯示直接轉運政策設定。
直接轉運政策名稱:轉運單
- 序號:10
- 工單類型:轉運問題
- 直接轉運需求需要位置:False
- 直接轉運策略:日期和時間
序號
序號表示文件類型的優先順序。 目前唯一支援的類型是轉運問題。 因此只有在支援更多工單類型時,序號才會有意義。
直接轉運政策
直接轉運政策也設定轉運單需求優先順序政策。 例如若同一產品存在多個轉運單,則在裝載設定並與轉讓單有關的排程日期和時間,將決定訂單之間的優先順序。 排程日期和時間可以直接在裝載上設定,也可以在與裝載相關的預約排程設定。 優先順序是由直接轉運策略決定。 目前只有一種策略:日期和時間。
直接轉運需求需要位置
在直接轉運策略中,您可以設定條件,要求轉運單具有指派位置,以便有資格進行直接轉運。 該條件於直接轉運需求需要位置欄位進行設定。 與裝載有關的預約排程中的位置,用作直接轉運貨物的最終位置。 直接轉運貨物的最終位置,是由放置工單類型的轉運問題位置指令決定。 如果成品只在拖車指派至裝卸站門時才直接轉運,您可能會發現設定直接轉運需求需要位置欄位相當實用。 在這種情況下,貨物會直接從生產線移到拖車。 拖車指派至裝卸站門時,使用者將位置指派至預約時程,從而使該位置適用於直接轉運。 以下段落透過兩個範例協助您瞭解。
情境 1 – 從生產到轉運單的直接轉運
產品在生產線上回報完成後,會轉運到裝卸站門的位置,然後裝載到卡車上並轉運到配送中心。 使用公司 USMF。
- 為直接轉運啟用新序號。 前往號碼順序頁面,然後選擇產生按鈕。 精靈將指導您完成整個過程。
- 建立直接轉運政策。 前往直接轉運政策頁面,並建立名為直接轉運至轉運單的新政策。 請注意,您可以選擇的唯一工單類型是轉運問題,唯一可用的直接轉運策略是日期和時間。
- 建立工作政策。 前往工作政策頁面,並建立名為直接轉運 L0101 的工作政策。
- 設定裝載,以便為轉運單自動建立裝載。 在倉庫參數中,設定裝載以便在建立轉讓單時自動建立裝載。 裝載是使轉運單符合直接轉運條件的先決條件。
- 設定項目裝載對應。 前往項目裝載對應頁面,並為車用音響項目群組設定標準裝載範本。 建立轉讓單時,此對應將自動在裝載插入裝載範本。
- 建立轉運單。 為項目編號 L0101 建立轉讓單。 數量 = 20。
- 從出庫負載規劃工作台下達轉運單。 在裝運索引標籤,選取出庫負載規劃工作台的功能表項目,然後在負載明細的下達功能表上,選取下達到倉儲。 現在存在轉運單的轉運問題類型開放波線。
- 建立生產訂單。 前往產品訂單清單頁面,並為產品 L0101 建立生產訂單。 數量 = 20。 估算並啟動生產訂單。 請注意,立即發布揀料單欄位仍設定為否。
- 從行動裝置回報已完成。 前往行動裝置入口網站,選擇功能表項目回報已完成並入庫。 現在從手持裝置回報已完成 L0101。 數量 = 10。 請注意,放置位置是裝卸站門。 這個位置可在放置工單類型的轉運問題位置指令找到。 還要注意轉運問題類型工作已建立並完成。 前往轉運單工作詳細資料以驗證工作。
- 現在從行動裝置回報另外 10 件。 請注意,放置位置還是裝卸站門。 還要注意轉運問題類型的新工作已針對這 10 件建立。
- 現在嘗試在生產訂單上再開始 20 件,然後嘗試使用手持裝置將這 20 件回報為已完成。 這次建議將位置 LP-001 作為放置位置。 這個位置是從成品入庫的位置指令找到的。 正在使用此位置指令,因為不存在直接轉運的機會。 LP-001 的轉運單完全由步驟 9 和 10 中的兩個直接轉運活動完成。 注意成品入庫類型工作已建立和處理。
場景 2 - 利用預約排程進行從生產到轉運單的直接轉運
在產品於生產線回報完成後,會轉運到由裝卸站門位置預約排程識別的裝卸站門位置。 使用公司 USMF。
- 更改直接轉運政策。 選擇直接轉運需求需要位置核取方塊,變更您在情境 1 建立的直接轉運政策。
- 建立新轉運單。
- 開啟出庫負載規劃工作台。
- 從出庫負載規劃工作台移至負載區段,並選取運輸功能表的預約時程以建立新的預約時程。 請注意,預約時程參考了訂單編號欄位的轉運單。 在位置的規劃開始日期/時間欄位,您可以設定預約的日期和時間。 直接轉運過程中優先考慮直接轉運需求時,將使用此日期和時間。 您在此欄位中設定的日期和時間,將在對應裝載更新排程裝載出貨日期和時間欄位。 出貨詳細資料 FastTab 的位置將決定轉運單的發貨位置。
- 在出庫負載規劃工作台上,下達到倉儲。
- 為項目編號建立生產訂單 L0101,並將狀態設定為開始,數量為 20。
- 從行動裝置回報已完成。
- 前往行動裝置入口網站,選擇回報已完成並入庫功能表項目。
- 從手持裝置回報項目編號 L0101 已完成。 請注意,現在的放置位置是裝卸站門 2。 此位置是從預約時程中找到的,而不是轉運收據位置指令。
其他資訊
- 直接轉運情境支援批次和序列控制項目,兩者的批次和序號維度都在保留階層的位置上方和下方定義。